经过落料冲裁加工的产品被压入到凹模中,在顶起顶出装置的状态下,通过与凹模之间的摩擦力进行固定。第122讲中说明了压机与顶出装置的关系。本讲也参阅这部分,请看下面。
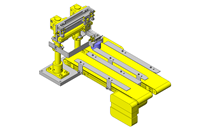
【图1】所示的形状时,由于顶出装置中央有空间,因此可利用顶出棒直接按压顶出装置。如果采用这种方法,则可简化模具结构。
 顶出装置的设计(4)")
顶出棒带有台阶,异常地过度按压时,顶出棒的台阶部分则会予以支承,不会对顶出装置产生影响。另外,即使没有异常时,也要在顶出装置与顶出棒前端之间留出小间隙,以免对顶出装置进行所需程度以上的按压。间隙大小为顶出装置自凹模面伸出的长度以下(请参阅第126讲)。
本方法为按压中央,但要注意,产品的孔配置也要取得平衡。有孔的部分较多等偏置配置时,顶出装置始终会产生倾斜的力,这并不是好的做法。这种形状需要采取下述方法。
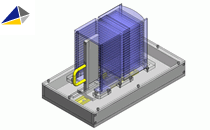
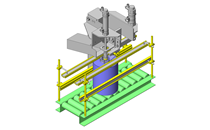
请理解【图2】(a)所示的驱动顶出装置的一般结构。应根据产品形状与孔配置考虑平衡,并放入多个顶出销,以确保压下时具有良好的平衡。在利用起吊螺栓保持顶出装置的方法中,起吊螺栓的配置与上述说明相同。
在这种情况下,应稍稍缩短顶出销,以免过度按压顶出装置。
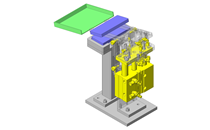
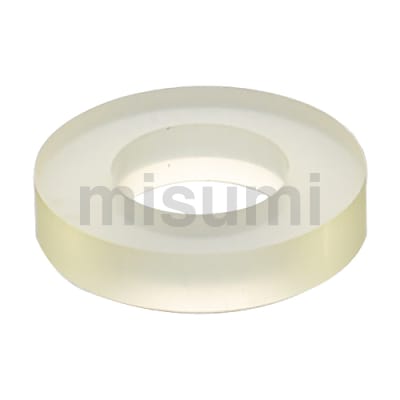
加工类似于垫圈的圆形时,采用圆形顶出装置,销配置如【图2】(b)所示,为4个或3个。
 顶出装置的设计(4)")
顶出销经由顶出板传递顶出棒的力。如果顶出板较薄,则可能会产生翘曲。敬请注意。
顶出销的长度齐全是必备的前提条件。